钣金压死边计算与加工要点说明_mm_尺寸_板材
钣金加工报价计算公式 2026-05-29
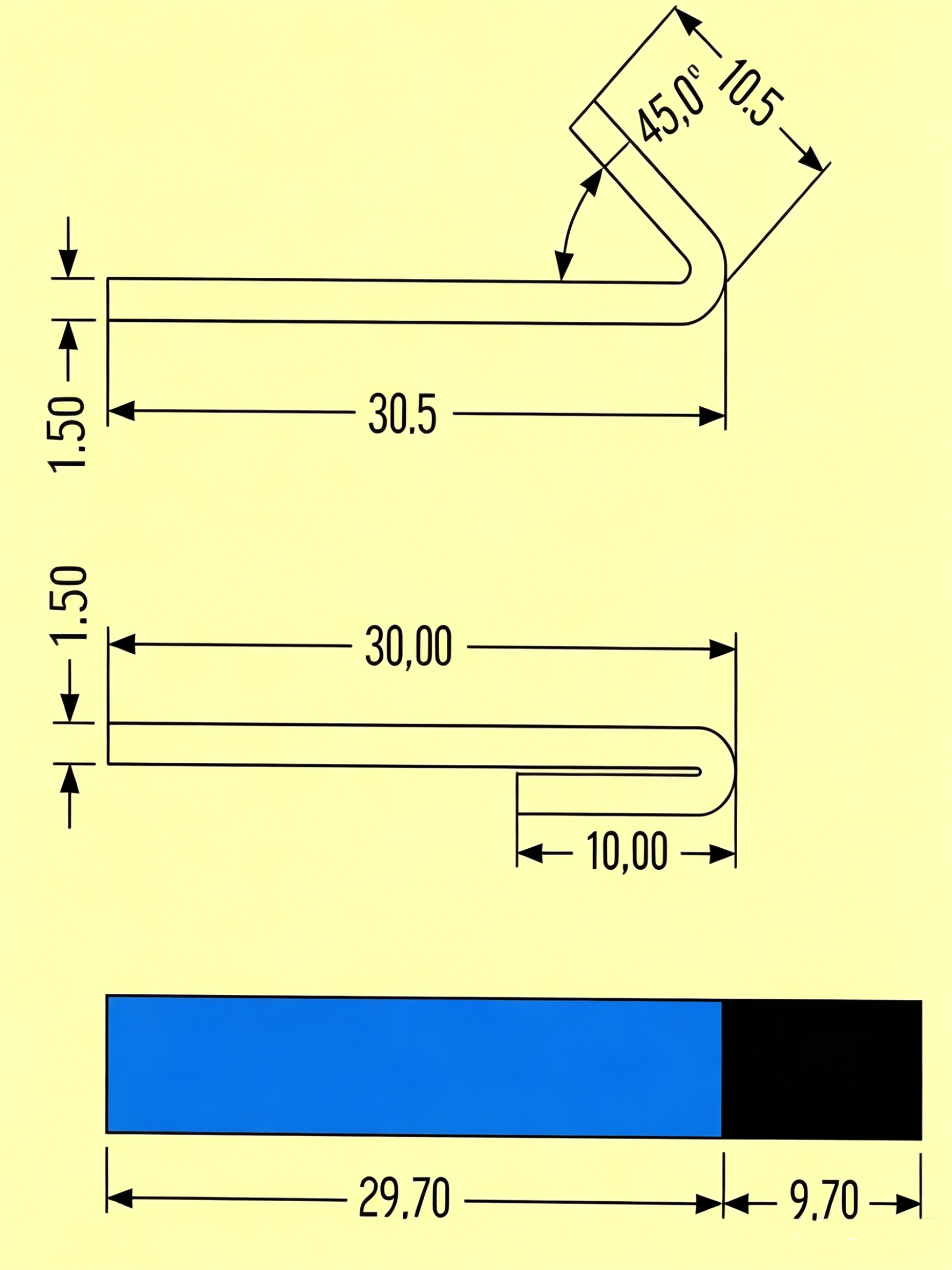
压死边需先折 45 度,再压平,板材压平会收缩,必须修正下料尺寸。车间通用经验公式:压死边展开收缩量 = 板厚 × 0.4。以 1.5mm 板材为例,收缩量为 1.5×0.4=0.6mm。若成品尺寸为 30mm 和 10mm,下料总长应为 30+10-0.6=39.4mm。
折弯压线定位也需修正。理论压线尺寸为 10-(0.6÷2)=9.7mm,实际加工需加 0.2mm,做到 9.9mm,抵消压平时小边的额外收缩。折 45 度时,1.5mm 板材的死边尺寸会达到 10.5mm 左右,这是折弯拉伸的正常现象,压平后会恢复标准值。
实操时,厚板可预开浅槽防开裂,压平力度适中,不锈钢需注意收缩差异,建议先试折再批量。